

本文解释并探讨在高产量与高混合装配两种运作中的支配0201贴装的指导原则。
虽然通常认为是相当近期的一项发展,印刷电路板(PCB, printed circuit board)自从五十年代早期就已经有了。从那时起,对越来越小、越来越轻和越来越快速的电子产品的需求就一直推动着电子元件、PCB和装配设备技术朝着SMT的方向发展。
对SMT最早的普遍接受是发生在八十年代早期,那时诸如Dynapert MPS-500和FUJI CP-2这些机器进入市场。在那时,1206(3216)电阻与电容是最流行的贴装元件。可是在一两年内,1206即让路给0805(2125)作为SMT贴装的最普遍的元件包装。
在这个期间,机器与元件两者都迅速进化。在机器变得更快更灵活的同时,0603 (1608) 元件开始发展。在这时,许多装配机器制造商走回研究开放(R&D, research and development)实验室,重新评估用于接纳这些更新、更小元件的设备中的技术。更高分辨率的相机与更小的真空吸嘴就在这些元件带给装配设备的变化之中。
0402(1005)包装的出现在PCB装配的各方面都产生了进一步的挑战。在机器发展方面,真空吸嘴变得更小和更脆弱。新的重点放在元件的送料器(feeder)上面,它作为需要改进的一个单元,为机器更准确地送出零件。
随着0402元件的出现,工艺挑战又增加到那些需要为成功的元件贴装而探讨的问题之中。锡膏(solder paste)印刷变得更加关键 - 模板(stencil)厚度与锡膏网孔是越来越重要的工艺考虑因素。这种贴装所需要的技术也涉及重要的新成本。
这些因素的结合造成在电子工业历史中最慢采用的一种新包装形式。总计,几乎将近五年时间,0402包装才在工业中达到广泛的接受 - 并且在今天还有许多装配工厂从来不贴装一颗0402片状。
现在,进入了0201。
在过去一年半时间里,0201贴装已经是整个工业内讨论的一个关键主题。由于尺寸、重量和功率消耗的需求,许多OEM电路板装配商需要将甚至更小的元件和技术结合到其产品中去。合约制造商(CM, contract manufacturer)也必须具备新的技术,以保持装配工艺最新和为客户提供完整的服务范围。对于机器制造商,其挑战是开发在一个动态的技术变化的时代中更加抵抗陈旧过时的装配设备。
0201贴装的挑战
0201元件的贴装比其前面的元件介入更具挑战性。主要原因是0201包装大约为相应的0402尺寸的三分之一。
原先可以接受的机器贴装精度马上变成引进0201的一个局限因素。另外,传统的工业带包装(taping)规格对于可靠的0201贴装允许太多的移动,而工艺控制水平也必须提高,以使得0201贴装成为生产现实。
虽然这些障碍非常大,但它们远不是不可克服的。当然,它们需要全体的决心,因为对0201贴装所必须的技术获得要求大量的资金和最高管理层对研究开发(R&D)的许诺。
可靠的0201贴装的关键
在FUJI,进取的R&D计划已经产生了使所有的电路装配机器以100%速度兼容0201的能力,最低的吸取可靠性为99.90%,目标的吸取可靠性为99.95%,和最低的贴装可靠性为99.99%。在一开始,设计的每个方面都得到评估其对一个完整的0201方案的能力,还有紧密相关的机器元件参数的单一元素的结合证明对达到成功是关键的。这些参数包括:
 元件送料器工作台。R&D计划得出结论,精密定位料车(carriage)工作台的能力 - 和作出极小的调整来补偿料带 (tape) 的不精确 - 是达到元件吸取可靠性高于99.95%的关键因素。
元件送料器工作台。R&D计划得出结论,精密定位料车(carriage)工作台的能力 - 和作出极小的调整来补偿料带 (tape) 的不精确 - 是达到元件吸取可靠性高于99.95%的关键因素。
为了达到这个,送料器(feeder)工作台必须精密加工,以保证单个送料器的可重复定位,并且使用双轨线性移动导轨与一个高分辨率半封闭循环的伺服系统相结合。该设计允许作出很小的调节 - 基于由视觉系统判断的吸取精度结果。这保证元件尽可能地靠近中心吸取。- 元件送料器。送料器必须制造达到极紧的公差,以保证吸取位置维持可重复性,不管元件高度和大量的可能元件位置的变化。用于定位和将送料器锁定在位置上的机构必须耐用和精密,还要保持用户友好。另外,用于制造送料器的材料必须强度高、重量轻,以允许人机工程上的操作,同时保证元件料带(carrier tape)的精密、可重复的送出。
- 送料器驱动链轮。驱动链轮在机器定位元件料带的能力中起关键作用。驱动链轮轮齿的形状、锥度和长度重大地影响送料器定位料带的能力。其它因素也作了调查研究,比如驱动链轮的直径和料带与链轮接触的数量等。对基本的链轮设计所作的改变得到定位精度的改进,比较早的设计在X方向提高20%,Y方向提高50%。
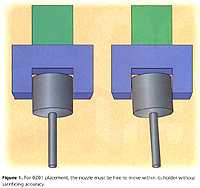
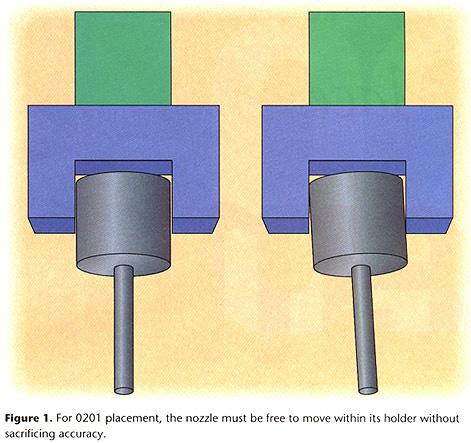
 吸取头。在适当地进给元件之后,下一步是将元件吸取在真空吸嘴上,并把它带到电路板上。真空吸嘴(nozzle)需要顺应以吸收在吸取与贴装元件期间的冲击,补偿锡膏高度上的微小变化,并且减少元件破裂的危险。为了这些原因,吸嘴必须能够在其夹具内移动。
吸取头。在适当地进给元件之后,下一步是将元件吸取在真空吸嘴上,并把它带到电路板上。真空吸嘴(nozzle)需要顺应以吸收在吸取与贴装元件期间的冲击,补偿锡膏高度上的微小变化,并且减少元件破裂的危险。为了这些原因,吸嘴必须能够在其夹具内移动。
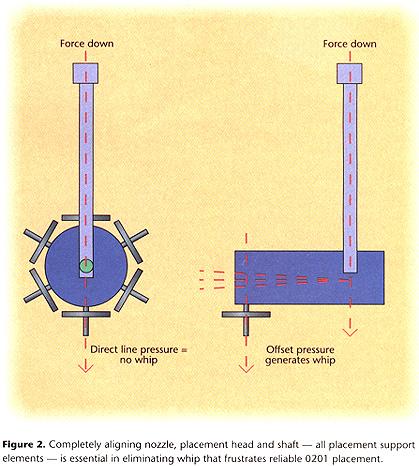
材料选择、材料硬度、加工公差和热特性都必须理解,以构造一个可靠的吸取头。吸嘴必须在其夹具(holder)内自由移动,而不牺牲精度(图一)。- 吸嘴轴装配。吸嘴轴(nozzle shaft)也是一个关键的设计元素 - 通过保持整个吸嘴与轴装配直接对中,消除了过压(overdrive)现象。过压是由于当贴装头上下运动是所产生的惯性造成的。如果吸嘴和轴不在一条直线,就产生一点抖动(whip) - 或过压。过压造成定位精度的变化,它决定于运动速度、吸嘴重量和元件重量。通过消除过压,直接对中减少与元件吸取和贴装有关的负面因素的数量(图二)。
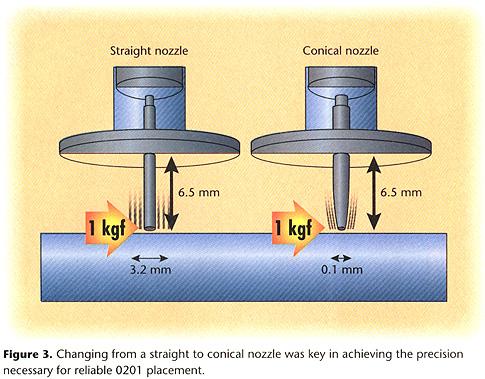
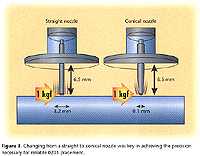 吸嘴设计。吸嘴设计上的变化对于允许接纳0201元件是一个很重要的因素。为了吸取 0.5x0.25 mm 的元件,吸嘴必须有不大于 0.40mm 的外径。这样形成一个长而细的吸嘴轴,弯曲脆弱但还必须保持精度以维持吸取的高可靠性。从直线轴到锥形设计的改变增加吸嘴强度,并允许吸嘴抵抗弯曲(图三)。
吸嘴设计。吸嘴设计上的变化对于允许接纳0201元件是一个很重要的因素。为了吸取 0.5x0.25 mm 的元件,吸嘴必须有不大于 0.40mm 的外径。这样形成一个长而细的吸嘴轴,弯曲脆弱但还必须保持精度以维持吸取的高可靠性。从直线轴到锥形设计的改变增加吸嘴强度,并允许吸嘴抵抗弯曲(图三)。
- 基体结构。所有机械在运行期间都产生振动。基体框架设计是减少产生振动和谐波共振的速度与运动效应的关键第一步。通过使用铸铁基础框架和艺术级结构技术,振动与谐波共振可在机器内减少到可控制水平,这样,负面影响可以应付。
达到标准
通过所有六个关键因素,可靠的0201贴装的障碍已经消除。因此,R&D的焦点已经转向更新、更小的元件,0201不再认为是前缘的元件包装技术。
对于0201元件贴装,现在接受的工艺窗口是在3 Σ 时大约75µm 的X 和75µm 的Y。为了达到 6 Σ 的贴装可靠性,X与Y的公差必须减少到50µm。最新的高速贴装设备具有66µm的等级,实际标准偏差大约为35~45µm。随着0201元件变得更加广泛地使用和制造工艺变紧,可达到提高的准确性。
供应商之间的元件尺寸差别对0201进料和贴装都产生挑战。散装进料(bulk feeding)正在开放之中,应该在2001年可以得到。
虽然机器现在具备这个能力,但只有一小部分使用者将准备在未来12~24个月内迈出使用0201贴装的步伐。这类似于球栅阵列(BGA, ball grid array)和0402元件的引入,在装配这个环境里,机器的能力超前于工艺状态。
前面的挑战
虽然0201元件的贴装现在是新贴装设备的一个标准特性,还需要作另外的工作来改进终端用户的整体工艺。在机器制造商、元件供应商、电路板制造商、模板工厂和锡膏制造商之间的关系需要加强,以形成一个更加无缝的(seamless)开发过程。最终结果将是对该工艺的统一的理解,以及将使最终用户受益的更好的工作关系,特别是通过使新的生产技术更快和更有效的结合。
Scott Wischoffer, national application manager, may be contacted at Fuji America Corp., 171 Corporate Woods Pkwy., Vernon Hills, IL 60061; (847) 913-0162; Fax: (847) 913-0186; E-mail: scottw@fujiamerica.com.
 沪公网安备 31011502005504号
沪公网安备 31011502005504号