

欢迎来到工艺缺陷诊所。这里所描述的每个缺陷都将覆盖特殊的缺陷类型,将存档成为将来参考或培训新员工的一个无价的工艺缺陷指南。
大多数公司现在正在使用表面贴装技术,同时又向球栅阵列(BGA)、芯片规模包装(CSP)和甚至倒装芯片装配迈进。但是,一些公司还在使用通孔技术。通孔技术的使用不一定是与成本或经验有关 - 可能只是由于该产品不需要小型化。许多公司继续使用传统的通孔元件,并将继续在混合技术产品上使用这些零件。本文要看看一些不够普遍的工艺问题。希望传统元件装配问题及其实际解决办法将帮助提供对在今天的制造中什么可能还会出错的洞察。
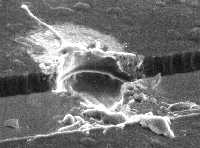
静电对元件的破坏
从上图,我们使用光学照片与扫描电子显微镜(SEM, scanning electron microscopy)看到在一个硅片表面上的静电击穿。静电放电,引入到一个引脚,引起元件的工作状态的改变,导致系统失效。在实验室对静电放电的模拟也能够显示实时发生在芯片表面的失效。
如上面的照片所示,静电可能是一个问题,解决办法是一个有效的控制政策。手腕带是最初最重要的防御。
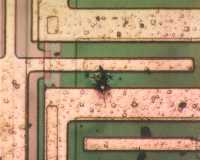
树枝状晶体增长
树枝状结晶发生在施加的电压与潮湿和一些可离子化的产品出现时。电压总是要在一个电路上,但潮湿含量将取决于应用与环境。可离子化材料可能来自印刷电路板(PCB)的表面,由于装配期间或在空板制造阶段时的不良清洁。
如果要调查这类缺陷,不要接触板或元件。在失效原因的所有证据毁灭之前,让缺陷拍成照片并进行研究。污染可能经常来自焊接过程或使用的助焊剂。另一个可能性是装配期间带来的一般操作污垢。 工业中最普遍的缺陷原因来自助焊剂残留物。
在上面的例子中,失效发生在元件的返修之后。这个特殊的电话单元是由一个第三方公司使用高活性助焊剂返修的,不象原来制造期间使用的低活性材料。

焊盘破裂
当元件或导线必须作为一个第二阶段装配安装时,通常使用 C 形焊盘。例子有,重型元件、线编织或不能满足焊接要求的元件。在某些情况中,品质人员不知道破裂的原因,以为是PCB腐蚀问题。
上面的照片是一个设计陷井,不是PCB缺陷。在焊盘上存在两个破裂,但只有一个需要防止焊接并且通常防止焊接过程的方向。
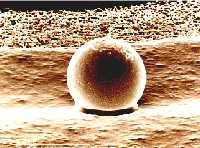
锡球
锡球是对于任何引入免洗技术的工程师的一个问题。为了帮助控制该问题,他必须减少其公司使用的不同电路板供应商的数量。通过这样,他将减少使用在其板上的不同阻焊类型,并帮助孤立主要问题 - 阻焊层。
锡球可能由许多装配期间的工艺问题引起,但如果阻焊层不让锡球粘住,该问题就解决了。如果阻焊类型不允许锡球粘住表面,那么这就为工程师打开工艺窗口。锡球的最常见的原因是在波峰表面上从助焊剂产生的排气,当板从波峰处理时,焊锡从锡锅的表面弹出。

IC座的熔焊点
集成电路(IC)引脚之间的焊锡短路不是那么常见,但会发生。一般短路是过程问题太高的结果。这种问题可能来自无钱工艺,必须为将来的工艺装配考虑。
在座的引脚和/或IC引脚上使用锡/铅端子,增加了短路的可能性。零件简直已经熔合在一起。问题会变得更差,如果改变接触表面上的锡/铅厚度。如果我们全部使用无铅,在引脚和座的引脚上的可熔合涂层将出现少,问题可以避免。该问题也可以通过不预压IC来避免。
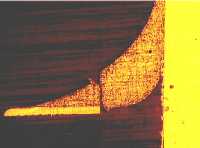
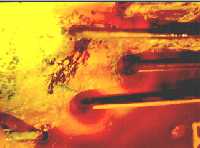
焊点失效
单面焊接点的可靠性是决定于焊锡数量、孔对引脚的比率和焊盘的尺寸。上面的例子显示一个失效的焊点,相对小的焊点横截面。
该例中的孔对引脚比率大,造成焊点强度弱。随着从引脚到孔边的距离增加,横截面上焊接点的厚度减少。如果有任何机械应力施加于焊接点,或者如果焊接点暴露于温度循环中,其结果将类似于所显示的例子。是的,你可以增加更多焊锡,但这只会延长寿命 - 不会消除问题。这类失效也可能由于对已经脆弱的焊接点的不当处理而发生。

不完整焊接圆角
上面的照片显示一个单面板上的不完整焊接圆角的一个例子。这个缺陷的发生,由于许多理由。不完整的焊接圆角由不当的孔与引脚的比率、陡峭的传送带角度、过高的波峰温度和焊盘边缘上的污染所引起。照片显示不当的孔与引脚比率的一个清楚的例子,这使得该联系的大量焊接很难达到。引脚对孔的比率的设计规则是引脚尺寸加上至少0.010"(0.25mm)。加上0.015"(0.38mm)的孔在焊接期间还可得到满意的焊点。一个经常忘记的问题是,随着引脚对孔的比率增加,焊接点的尺寸减少,这正影响焊点的强度和可靠性。
上面的例子也显示铜焊盘上的去毛刺。在钻孔或冲孔期间,板面上的铜已经在某些区域倾斜,使得焊接困难。如果松香从或者基板或者基板与铜焊盘之间的结合点上涂在焊盘边缘上。
Bob Willis is a process engineering consultant with Electronic Presentation Services, Chelmsford, England; (44) 01245 351502; fax: (44) 01245 496123; e-mail: bob@bobwillis.co.uk; http://www.bobwillis.co.uk/.
 沪公网安备 31011502005504号
沪公网安备 31011502005504号