表面贴片胶(SMA, surface mount adhesives)用于波峰焊接和回流焊接,以保持元件在印刷电路板(PCB)上的位置,确保在装配线上传送过程中元件不会丢失。
PCB装配中使用的大多数表面贴片胶(SMA)都是环氧树脂(epoxies),虽然还有聚丙烯(acrylics)用于特殊的用途。在高速滴胶系统引入和电子工业掌握如何处理货架寿命相对较短的产品之后,环氧树脂已成为世界范围内的更主流的胶剂技术。环氧树脂一般对广泛的电路板提供良好的附着力,并具有非常好的电气性能。
希望的特性
环氧树脂贴片胶的配方对使用者提供较多好处,包括:良好的可滴胶性能、连续一致的胶点轮廓和大小、高的湿强度和固化强度、快速固化、灵活性和抗温度冲击。环氧树脂允许非常小的胶点的高速,提供很好的板上固化电气特性,在加热固化周期,不拖线、不塌落。(由于环氧树脂是热敏感的,必须在冷藏条件下储存,以保证最大的货架寿命。)
使用视觉检查或自动设备,SMA必须和典型的绿色或棕色电路板形成对比,由于使用自动视觉控制系统来帮助检查过程,因此红色和黄色已成为两种基本的胶的颜色。可是,理想的颜色决定于板与胶之间的视觉比较。
典型地,环氧树脂的加热固化是在线(in-line)发生的,红外(IR)通道炉内。开始固化的最低温度是100°C,但事实上固化温度范围在110~160°C。160°C以上的温度会加快固化过程,但容易造成胶点脆弱。
胶接强度是胶的性能的关键,决定于许多因素,如,对元件和PCB的附着力,胶点形状和大小,固化水平。胶接强度不足的三个最常见的原因是,固化不足、胶量不够和附着力差。
胶点轮廓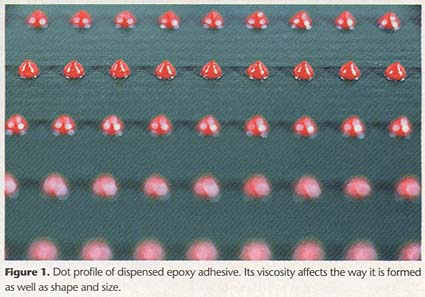 胶的流动特性,或流变学,影响环氧树脂胶点的形成以及它的形状和大小。SMA允许快速和受控的滴胶,以形成一个确定形状的胶点(图一)。为了保证良好和稳定的胶点轮廓,胶被巧妙地设计成摇溶性的(即,当搅拌时变稀,静止时变浓)。在这个过程中,当滴胶期间受剪切力时SMA的粘性减少,允许容易地流动。当胶打到PCB表面时,它迅速重新结构,恢复其原来的粘性。
胶的流动特性,或流变学,影响环氧树脂胶点的形成以及它的形状和大小。SMA允许快速和受控的滴胶,以形成一个确定形状的胶点(图一)。为了保证良好和稳定的胶点轮廓,胶被巧妙地设计成摇溶性的(即,当搅拌时变稀,静止时变浓)。在这个过程中,当滴胶期间受剪切力时SMA的粘性减少,允许容易地流动。当胶打到PCB表面时,它迅速重新结构,恢复其原来的粘性。
胶点轮廓也受摇溶性恢复率、零剪切率时的粘度和其它因素的影响。实际胶点形状可能是“尖状”/圆锥形或半球形。可是,胶点轮廓是通过非粘性的参数如胶点体积、滴胶针直径和离板高度来定义的。即,对一个给定的胶的等级,通过调节它们的参数,可能产生或者很高的狭小的胶点或者低的宽大的胶点。
在贴片之后,滴出的胶点有两个要求:它们必须直径小于焊盘之间的空隔,有足够的高度来连接PCB表面与元件身体之间的空隙,而不干涉到贴片头。胶的间隙由焊盘高出PCB阻焊层的高度和端头金属与元件身体厚度差别来决定的。这个间隙可能是不同的,小的可能小于扁平片状元件的0.05mm,大的可能大于小引出线包装(SOP, small-outline package)和QFP的0.3mm。
滴高的胶点保证良好的胶在离地高度大的元件上的覆盖面积。高的胶点也允许在低的离地高度元件之间胶被挤出,而不担心污染焊盘。通常,对同一个级别的胶,有两套滴胶参数一起使用:一个为离地高的元件产生高的、大胶量的胶点;另一个为扁平片状元件和金属电极界面(MELF, metal electrode face)元件提供中等高度和胶量的胶点。
胶点大小也受所选择的针嘴的内径与离地高度的比率控制。通常,胶点宽对高的比率范围是1.5:1 ~ 5:1(h/w=0.2 ~ 0.6),取决于滴胶系统的参数和胶的级别。这些比率可通过调节机器设定来对任何元件优化。
避免空洞
胶点中的潮气可能在固化期间沸腾,引起空洞,削弱胶接点,并为焊锡打开通路以渗入元件下面,可能由于锡桥造成电路短路。在注射器中,胶的湿气很少,可是留在非固化状态和暴露在室内条件下,特别是潮湿的环境中,胶可能吸取潮气。例如,使用针头转移法滴胶,潮气是个问题,因为胶是开放的,暴露面积较大。这个问题也可能发生在用注射器滴胶时,如果滴胶与固化停留时间较长,或室内条件很潮湿。针对这些,大多数表面贴片胶使用具有低吸湿性的原材料来配制,使其影响最小。
使用低温慢固化,加热时间较长,可帮助潮气在固化前跑出,可解决空洞形成的问题。类似的,通过在低温干燥的地方储存元件或在适当温度的干燥炉内对材料进行使用前处理,可以消除潮气。避免胶固化前的过程停顿和使用一种低吸潮的特别胶剂可帮助减少空洞问题。
滴胶方法
SMA可使用注射器滴胶法、针头转移法或模板印刷法来施于PCB。针头转移法的使用不到全部应用的10%,它是使用针头排列阵浸在胶的托盘里。然后悬挂的胶滴作为一个整体转移到板上。这些系统要求一种较低粘性的胶,而且对吸潮有良好的抵抗力,因为它暴露在室内环境里。控制针头转移滴胶的关键因素包括针头直径和样式、胶的温度、针头浸入的深度和滴胶的周期长度(包括针头接触PCB之前和期间的延时时间)。池槽温度应该在25~30°C之间,它控制胶的粘性和胶点的数量与形式。
 模板印刷被广泛用于锡膏,也可用与分配胶剂。虽然目前少于2%的SMA是用模板印刷,但对这个方法的兴趣已增加,新的设备正克服较早前的一些局限。正确的模板参数是达到好效果的关键。例如,接触式印刷(零离板高度)可能要求一个延时周期,允许良好的胶点形成。另外,对聚合物模板的非接触式印刷(大约1mm间隙)要求最佳的刮板速度和压力。金属模板的厚度一般为0.15~2.00mm,应该稍大于(+0.05mm)元件与PCB之间的间隙。
模板印刷被广泛用于锡膏,也可用与分配胶剂。虽然目前少于2%的SMA是用模板印刷,但对这个方法的兴趣已增加,新的设备正克服较早前的一些局限。正确的模板参数是达到好效果的关键。例如,接触式印刷(零离板高度)可能要求一个延时周期,允许良好的胶点形成。另外,对聚合物模板的非接触式印刷(大约1mm间隙)要求最佳的刮板速度和压力。金属模板的厚度一般为0.15~2.00mm,应该稍大于(+0.05mm)元件与PCB之间的间隙。
超过90%的SMT胶目前是通过注射器滴胶(图二),它还可以进一步分为两类:压力时间系统和容积控制系统。压力时间注射器滴胶是最普遍的方法,本节的剩下部分将讲述这一技术。注射器可达到每小时50,000点的滴胶速度,并且可调节以满足变化的生产要求。
滴胶缺陷的故障分析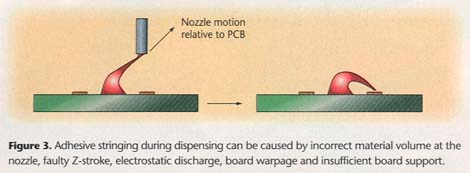 有几个没有解决的滴胶问题可能导致最后的工艺缺陷。这些包括拉线、胶点大小的不连续、无胶点和卫星胶点。胶的拉线可造成焊盘污染和焊接点不良。当滴胶嘴回缩时胶必须分断快和清楚(图三)。甚至那些特别为高速滴胶配制的胶都可能出现拉线,如果参数不正确。例如,当胶量相当于滴胶嘴的直径和所要求的离地高度太小时,拉线的危险性极高,结果是一种非常高而瘦的胶点。虽然较小的针嘴直径和离地高度结合可解决这个问题,但拉线仍可能由其它与胶本身无关的参数引起,如对板的静电放电、不正确的Z冲程调节高度和板的柔曲或板的支撑不够。
有几个没有解决的滴胶问题可能导致最后的工艺缺陷。这些包括拉线、胶点大小的不连续、无胶点和卫星胶点。胶的拉线可造成焊盘污染和焊接点不良。当滴胶嘴回缩时胶必须分断快和清楚(图三)。甚至那些特别为高速滴胶配制的胶都可能出现拉线,如果参数不正确。例如,当胶量相当于滴胶嘴的直径和所要求的离地高度太小时,拉线的危险性极高,结果是一种非常高而瘦的胶点。虽然较小的针嘴直径和离地高度结合可解决这个问题,但拉线仍可能由其它与胶本身无关的参数引起,如对板的静电放电、不正确的Z冲程调节高度和板的柔曲或板的支撑不够。
对无胶点的情况,元件将不能正确贴装。如果生产线的气压不够用于滴胶(即,注射器的压力不够而造成滴胶不连续),则可能发生不出胶点。类型地,不连续的胶点大小影响板与元件之间的整个绑接强度。以下是发生这个现象的几个原因:
- 针嘴的离地支柱落在焊盘上。换一种不同离地支撑位置的针嘴可解决这个问题。
- 分配给胶水恢复的时间不够。增加延时可解决恢复问题。
- 如果压力时间不足以完成滴胶周期(或随着胶面水平线下降),增加压力与周期时间的比,通常以最大值的百分数表达,将纠正胶点大小不连续的问题。
- 由于卫星点是不规则地出现,它们可能造成焊盘污染或绑接强度不够。当针嘴离地太高,减少高度可消除卫星点。如果胶量相当针嘴太大,减少压力或使用较大内径(ID, inner diameter)的针嘴将解决问题。
影响可滴胶性的因素
良好的滴胶不只单单依靠胶的品质。对于压力时间注射器滴胶方法,许多与机器有关的因素影响可滴胶性和胶点的形成。针嘴的内径对胶点的形成是关键的,必须比板上的胶点直径小很多。作为一个原则,该比率应该为2:1。0.7~0.9mm的胶点要求0.4mm的ID;0.5~0.6mm的胶点要求0.3mm的ID。设备制造商通常提供技术规格和操作指引,以产生所希望的胶点大小和形状。
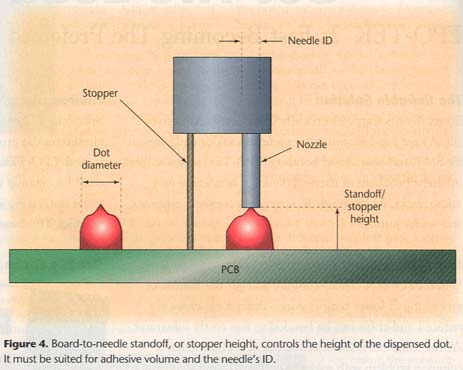 PCB对针嘴的间距,或停止器(stopper)的高度,控制胶点的高度(图四)。它必须适合于滴胶量和针嘴ID。对给定的胶量,胶点高度对宽度的比率将随着停止器的高度而增加。通常,最大的停止器高度是针嘴ID的一半;超过这个点,将发生不连续滴胶和拉线。
PCB对针嘴的间距,或停止器(stopper)的高度,控制胶点的高度(图四)。它必须适合于滴胶量和针嘴ID。对给定的胶量,胶点高度对宽度的比率将随着停止器的高度而增加。通常,最大的停止器高度是针嘴ID的一半;超过这个点,将发生不连续滴胶和拉线。
现在的高速设备使用压力可以在针嘴到位之前定时开始的滴胶周期。针嘴回撤速度、回撤高度和滴胶与针嘴回撤之间的延时都影响胶点形状和拉线。
最后,温度将影响黏度和胶点形状。大多数现代滴胶机依靠针嘴上的或容室的温度控制装置来保持胶的温度高于室温。可是,胶点轮廓可能受损,如果PCB温度从前面的过程得到提高的话
维护
滴胶针嘴和停止器的弯曲或磨损可能对滴胶有至关重要的影响。针嘴外围过多的胶可能影响光滑和连续的胶点形成。在极端的情况下,胶可能桥接在停止器销上,中断滴胶。万能的解决办法是尽可能保持针嘴外围干净。
针嘴内表面的清洁度是滴胶问题的另一个普遍根源。胶的积聚可能发生在ID上,限制流动。胶也可能在针嘴内部分固化,如果留在较暖的环境内或不相容的溶剂内长时间。变换胶的等级可能引起横向污染和针嘴堵塞。(由固化或半固化的胶引起的堵塞应该在使用溶剂清洗之前用钻针清除。)滴胶针嘴应该定期检查,但只是在滴胶问题变得明显时才清理。清洁会增加遇到的问题,当把空的地胶嘴安装于注射器的时候。
把藏的针嘴浸泡在溶剂中是常见的,但效率不高的清洁方法。当浸泡针嘴时,使用相容的溶剂,但不要只依靠浸泡来清除所有未固化的材料。一种相容溶剂的高压喷雾可把胶吹出针嘴内孔。然后用干燥的压缩空气吹过内孔,让针嘴干燥。
一个可替代的清洁方法涉及超声波或静态浸泡。未固化的胶应该使用钝化工具和钻针或与针嘴内孔适当直径的钢琴线来机械地清除。将要清洗的零件浸泡在清洁的溶剂中。对超声波浸泡,设定&40deg;C以最大功率开三分钟。对静态的浸泡,搅拌浸泡中的零件直到溶剂被胶剂污染。在清洁溶剂中冲刷零件,保证清洁度。用高压喷雾来对付非常小的内孔的针嘴,用干燥的压缩空气吹过内孔来干燥零件。
Chris Marinell and Dr. Barry Burns, may be contacted at Locite Corp., 1001 Trout Brook Crossing, Rocky Hill, CT 06067; (860) 571-5100; Fax: (860) 571-5430; E-mail: electronics@loctite.com.