热空气均涂法(HAL, hot air leveling)已经在PCB制造工业使用达二十年之久,并且仍为装配之前保护电路板可焊性的最广泛接受和可靠的方法。不象许多其它商业上可得到的替代方法,它的焊锡涂层经久耐用、抗划伤、具有较长的货架寿命、以及较宽的装配工艺窗口。
- HAL具有几个优点,包括:
- 装配中宽的工艺窗口的高可焊性涂层
- 长货架寿命
- 外表美观
- 容易区分已涂和未涂的焊盘,如果需要,马上重设参数或返工
- 大批量在线生产的能力
 HAL的缺点包括不能引线接合(wire bondable)、它是热性的、对环境不友好的、以及板暴露在热解温度(Tg)之上的热循环中。其它常见对HAL的埋怨有铜箔上不均匀(焊盘尺寸/特征类型的分布)的焊锡涂层、涂层厚度在焊盘与焊盘之间不同(共面性)。热空气均涂法的另一个问题是在存储后薄涂层的可焊性差。这个问题通常出现在电子制造服务(EMS, electronic manufacturing service)提供商规定薄、平的焊锡涂层,而不是较厚的圆顶形涂层的时候。在焊锡均涂中,电路板在从焊锡缸出来期间经受高压的热空气。空气流的相互作用是由焊锡、空气刀和动态环境对板表面的冲击所引起的。这个环境是制造者需要平衡的复杂环境,以形成整个板面上均匀与平整的焊锡涂层。
HAL的缺点包括不能引线接合(wire bondable)、它是热性的、对环境不友好的、以及板暴露在热解温度(Tg)之上的热循环中。其它常见对HAL的埋怨有铜箔上不均匀(焊盘尺寸/特征类型的分布)的焊锡涂层、涂层厚度在焊盘与焊盘之间不同(共面性)。热空气均涂法的另一个问题是在存储后薄涂层的可焊性差。这个问题通常出现在电子制造服务(EMS, electronic manufacturing service)提供商规定薄、平的焊锡涂层,而不是较厚的圆顶形涂层的时候。在焊锡均涂中,电路板在从焊锡缸出来期间经受高压的热空气。空气流的相互作用是由焊锡、空气刀和动态环境对板表面的冲击所引起的。这个环境是制造者需要平衡的复杂环境,以形成整个板面上均匀与平整的焊锡涂层。
研究表明焊锡涂层的共面性取决于几个因素,包括工艺参数、焊锡纯度、板面几何形状、预清洗剂的物理与化学特性、助焊剂与油、以及在均涂之前铜箔电路与焊盘的分布状况与清洁度。
热空气均涂法(HAL)工艺概述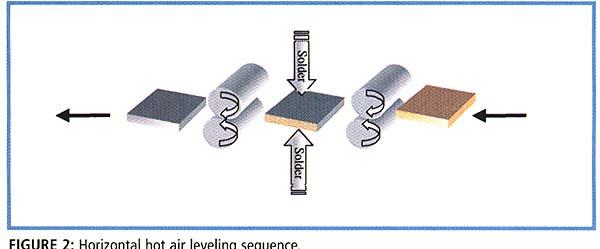 热空气均涂工艺的组成:预清洗、预热(水平处理)、上助焊剂、焊锡均涂、和最后清洗。热空气均涂法可有垂直和水平两种设备:
热空气均涂工艺的组成:预清洗、预热(水平处理)、上助焊剂、焊锡均涂、和最后清洗。热空气均涂法可有垂直和水平两种设备:
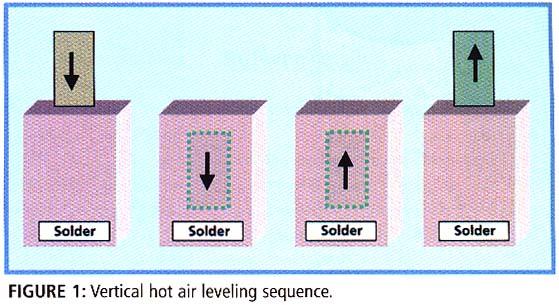
* 垂直式:该过程是在单一的单元中进行。图一解释了板的焊锡涂镀步骤。驻留时间在整个板上是变化的,因为进入上锡的最初一端也是退出上锡的最后一端。
* 水平式:这个过程把板水平地传送通过上锡路线。上锡或者是通过喷雾或者是浸泡或者两者都用。驻留时间是一致的,因为最先进入上锡的一端也是最先退出上锡的(图二)。
预清洁(precleaning)
在热空气均涂之前,铜箔电路最好是通过微腐蚀剂清洁,以达到大约 40µin. 的腐蚀。最常用的微腐蚀剂包括过硫酸钠或钾溶剂,两者都成本低廉并可靠。非稳定的过硫酸盐溶剂经常产生不均匀和不可预计的腐蚀率,会造成不均匀的铜表面分布以及未腐蚀和过腐蚀的铜孔。这个结果又将最终导致热空气均涂期间的不均匀焊锡涂层。因此,PCB制造者必须使用稳定的微腐蚀剂来保证更受控的腐蚀率。不管使用的化学成分如何,预清洗的目的就是去掉表面的氧化物和有机残留物,以及改善铜表面的分布状况。
预热(preheating)
在水平的场合,上锡的驻留时间比垂直处理要少得多,因此要求在上助焊剂之前引入热量。这个能量将防止一些问题,诸如,阻塞的/漏斗状的孔、霜冻状的焊锡、以及与温度恶化有关的厚度控制差等。
上助焊剂(fluxing)
助焊剂在热空气均涂法中起重要的作用。低粘性和表面张力值的助焊剂用于改善焊锡与铜焊盘之间的可熔湿性(wettability)。进一步,仔细选择助焊剂的分子结构、温度稳定性、活性和冲刷能力。助焊剂的选择是达到高表面绝缘电阻和低离子污染值的一个重要因素。助焊剂的选择可能十分复杂,要求PWB工艺工程师与一个具有对该工艺过程完全理解的助焊剂供应商的技术上的合作努力。
焊锡选择
焊锡类型包括:
* 再生的 - 不推荐,不纯度高
* 再生与原始的混合 - 不推荐,品质与再生的类似
* 原始的 - 不希望,一批与一批的不一致,因为不纯度水平取决于原料和制造工艺
* 电解级的 - 最希望的,一致的品质,渣滓最少
电解级的焊锡广泛用于铜焊盘的可熔湿性改善。具有很低有机与无机不纯度的这类焊锡将有更好的流动性,来改善焊锡与铜之间的即时的金属间接合。焊锡纯度及其维持的重要性近年来戏剧性地增加,因为对此技术的更大需求已经促使进一步的研究与开发。
焊锡涂敷(solder coating)
焊锡涂敷发生在焊锡浸浴或焊锡喷雾(喷泉)中,取决于设备制造商。金属间化合物(IMC, intermetallic compound)层Cu3Sn和Cu6Sn5在工艺的这个阶段形成,将焊锡与铜接合。IMC层的厚度是焊锡温度、容室驻留时间和焊锡质量的函数。
焊锡均匀(solder leveling)
焊锡均涂实际上发生在空气刀。典型地,两个空气刀将加热的空气吹过板面,去掉过多的焊锡。空气刀的设计与温度是达到焊锡均涂品质的关键因素。63/37锡-铅焊锡的共晶性及其适当维护有助于空气刀达到良好的焊盘分配和厚度控制。
冷却阶段
冷却阶段允许板冷却直到焊锡固化的完成或直到板达到一个所希望的温度。所要求的冷却数量决定于产品类型,因顾客而异。涉及决定冷却数量的一些因素是产品结构、材料的热解温度(Tg)、所允许的翘曲度和所要求的表面绝缘电阻(SIR, surface insulation resistance)/离子污染水平。一些PWB材料如果在后面的清洁冲洗周期之前冷却可更好地被清除掉。生产效率是另一个考虑。如果没有特别要求而只要求大批量生产,那么冷却可以限制在焊锡的固化即止。
最后清洗
经过热空气均匀的板然后作最后的清洗,或者用水或者用水和清洁剂,以保证助焊剂和油从板上完全清除,达到所要求的离子与SIR值。最后清洁水通常是在110~130°F。
- 应该记住在HAL工艺中的重要因素包括:
- 使用稳定的微蚀剂,使微腐蚀受控
- 助焊剂和油的覆盖、分布及离子的优化
- 具有良好流动性的高纯度焊锡
- 45°角处理能力的均涂设备。
最近的发展
- 在HAL工艺中最近的发展包括:
- 无铅工艺能力
- 新的、更清楚定义的规格
- 球栅阵列(BGA)、微型通路孔(microvia)和混合技术PWB工艺
- 具有45°角处理能力的计算机控制的均涂设备,达到更连续和更均匀的涂层厚度
- 计算机控制的参数,包括焊锡与空气温度、空气刀压力、传送带速度和空气刀几何形状
- 把过程参数存储到磁盘,以便作重复工作时调用
- 通过解制解调器(moderm)从工厂监测设备
- 将用于统计过程控制(SPC, statistical process control)的参数数据连接在每个零件编号的过程参数上,并存储用于将来的使用。
一个HAL组织:HUG
在1997年10月,一群PCB制造商、EMS提供商、和设备与化学品供应商形成了热空气均涂法用户集团(HUG, hot air leveling users group),一个针对热空气均涂法中的主要问题的交互式论坛。成员决定议程与项目。该集团提供技术问题、工艺发展和问题识别的公开讨论。1
- HUG的目标
- 了解装配制造商的需要,通过控制方法提供他们最佳可焊性的板,因此他们可达到焊接与装配热空气均涂板的零缺陷
- 发展一个允许操作员设定到某些参数和满足原设备制造商(OEM)/工业所认可规格的模板
- 将结果对全工业出版
- 监视和参与无铅焊接与HAL的研究。
- 接触PCB制造商、PCB装配制造商、OEM和设备、焊锡与化学品供应商
- 讨论与HAL和装配有关的现实问题
- 开发与生产试验载体
- 在各种HAL机器上进行试验,以理解板的几何形状、设备、工艺参数、化学品和焊锡之间的相互作用。
 为了达到这些HUG目标,成员们计划:
为了达到这些HUG目标,成员们计划:
例子:HUG试验程序
一个为了达到最佳厚度的HUG试验程序最近已经完成,它由设计试验板、在成员设施上运行试验、和翻译和出版试验结果组成。
试验样品的特性包括:板的类型 - 18"x24",双面四层结构;订购的板厚 - 0.062", 0.125", 和0.250";一个试验板有16, 20, 25, 50-mil 间距的QFP;BGA与微BGA;70x70, 100x100, 100x200, 150x200和400x600-mil 的焊盘;以及 30, 40, 60 和 70-mil 直径的焊盘。使用垂直和水平式两种设备。
试验结果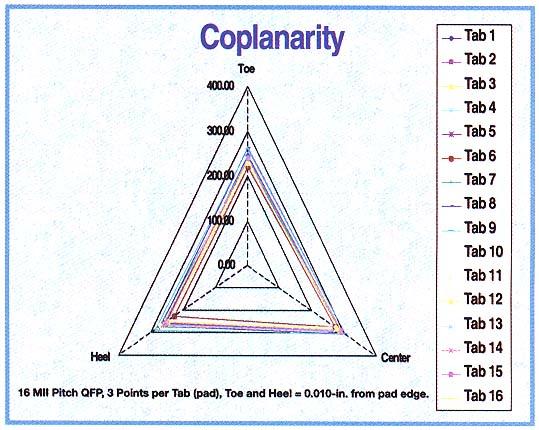 来自为了得到最佳厚度的HUG试验程序第一阶段的部分和原始统计数据表明,涂层的均匀性和厚度决定于设备和焊盘尺寸/特征类型2。基于这个数据,集团决定将注意力集中在某些参数上,用于第一阶段研究的广泛数据收集。在这个分析中包括的特征为,16, 20, 25-mil QFP座,及在70x70和100x100-mil离散焊盘上采集的有限数据。
来自为了得到最佳厚度的HUG试验程序第一阶段的部分和原始统计数据表明,涂层的均匀性和厚度决定于设备和焊盘尺寸/特征类型2。基于这个数据,集团决定将注意力集中在某些参数上,用于第一阶段研究的广泛数据收集。在这个分析中包括的特征为,16, 20, 25-mil QFP座,及在70x70和100x100-mil离散焊盘上采集的有限数据。
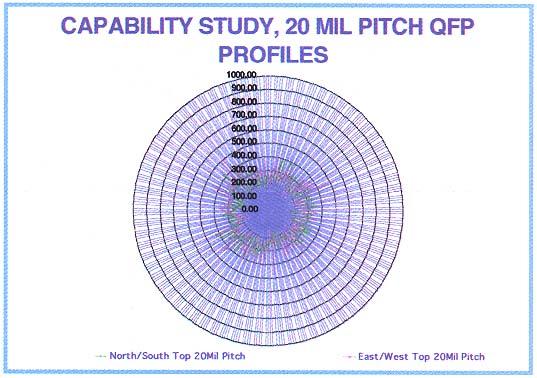
图三、四、五显示,对机器参数的小心控制,可使某些尺寸的焊盘上的焊锡厚度容易维持在一个规定的范围内。例如,测量到 20-mil QFP的每个焊盘的涂层厚度为100~400 µin(图三),16-mil QFP上的厚度维持在200~300µin.(图四和五)。基于这些试验的结果,得出一个初始的结论,涂层厚度与均匀性取决于设备 - 进入的原始角度 - 和板的几何形状。通过HAL设备以45°角处理的板得到远远好于其它处理的整个板上的均匀性。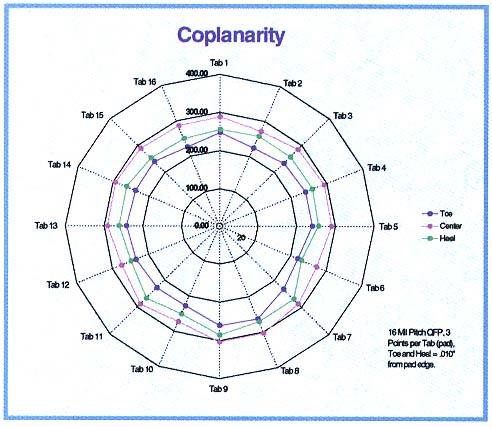 焊盘的几何形状、或焊盘尺寸和特征类型,也在板的整个表面焊盘涂层的均匀性上起关键作用。虽然成功地得到在某尺寸的焊盘上的均匀涂层,但是在板的不同尺寸与特征的焊盘上维持类似紧密的规格还是困难的。几何形状越复杂,整个板上的均匀性越难达到。因此,研究的下一个阶段 - 第二阶段 - 将注意力集中在理解和着手不同尺寸与特征的焊盘之间的涂层厚度变化。也将注重在较大的焊盘上得到一个不超过较小焊盘上所规定厚度的名义涂层厚度。
焊盘的几何形状、或焊盘尺寸和特征类型,也在板的整个表面焊盘涂层的均匀性上起关键作用。虽然成功地得到在某尺寸的焊盘上的均匀涂层,但是在板的不同尺寸与特征的焊盘上维持类似紧密的规格还是困难的。几何形状越复杂,整个板上的均匀性越难达到。因此,研究的下一个阶段 - 第二阶段 - 将注意力集中在理解和着手不同尺寸与特征的焊盘之间的涂层厚度变化。也将注重在较大的焊盘上得到一个不超过较小焊盘上所规定厚度的名义涂层厚度。
- 初步结论
- 最常见的HAL投诉已经或者正在解决
- 工业现在的研究正企图更好地定义HAL能力和装配效率
- 初步试验结果显示,HAL工艺比原先所认为的更加稳健和具有能力
- Cpk 的平均值在1.33之上,表示HAL工艺能够满足规格
- 对HAL的发展和理解其全部能力需要更积极的注意。
- References
- HUG Newsletter, (January 1999). Volume 1, Issues 1 and 2.
- Data were presented to HUG in December 1998 and were based on hundreds of extensive studies and analysis conducted by Manny Venetos of Sanmina/Altron, Wilmington, MA.
Currently, HUG meets quarterly in the Manchester, NH, area. More information may be obtained through the web site, www.huggroup.org, or by contacting HUG Chairman John Adams, e-mail: john.adams@sanmina.com; (978) 933-1920. The work is voluntary, and membership is open to everyone willing to participate in group projects and contribute ideas.
Nimal Liyanage, Ph.D., is the director of business development for the PCB fabrication division at Metallic Resource Inc., Twinsburg, OH; e-mail: nimall2@aol.com.