自从开始,波峰焊接一直在不断地进化。在焊接中涉及的基本冶金学原理已经被许多非冶金人士所忽视,他们为了寻找满足今天要求和更加环境友好的适当材料。为了决定与理解对波峰焊接工艺中被广泛接受的焊锡作“插入式”替代的理论基础,作一些研究是必要的。因此在这里有必要回顾一下基础的冶金学原理,开发和理解为将来建议使用的替代材料。
波峰焊接的进化
从二十年代到四十年代,连接是使用焊接烙铁连线方法。印刷电路板(PCB)的发展需要一个更加经济和稳健的形成焊接连接的方法。最早的大规模焊接概念是在英国的浸焊(dip soldering)。在八十年代,开发出被称为波峰焊接的概念。这个方法今天还广泛使用,但是机器和操作员控制已经变得更好了。焊接的基础仍然是相同的。焊接形成只是变化来满足设备的要求;可是,化学成分和理论动力学还是基本的和简单的。附着方法基本上只需要助焊剂,热和焊锡,以形成冶金连接。助焊剂用来清洁需要焊接的、已被氧化的表面。加热去掉助焊剂载体和减少温度冲击,将增加的热量加给构成电路装配的非类似的材料。在一个装配上发现的材料包括:塑料、陶瓷、金属、涂料、化学品及其广泛不同的化学成分。大规模的波峰焊接的使用为元件的可焊性提出一个关注的问题,因为需要第一次就产生适当的连接,并在装配上不进行返修,今天的产品不如过去那些较不复杂装配那么宽容。需要第一次就正确形成的可靠焊接点来经受PCB所暴露的环境。在保证适当信号传输、消除串音和不可接受的垂直波比的同时,必须分析每一种情况中引发的温度与机械应力。1
最早的浸焊方法有一些问题:很难重新产生所希望的合格率;将板放在熔化的焊锡上在底下夹住气体,干扰热传导与焊锡接触;焊锡只能熔湿(wet)到金属表面;锡渣(氧化物与燃烧的助焊剂的化合物)必须撇去,不断地阻碍生产2。这一整套问题导致波峰焊接的引入。该方法使用从锡锅升起的熔化焊锡波或大块表面来汇合PCB,然后PCB从波上传送过去。波峰焊接缩短一半以上的接触时间。传送带系统通常在一个角度上,因此当板通过波峰时,不会夹住任何东西在PCB下面。这样倾斜也允许熔化的焊锡脱落进入锡锅,减少相邻焊接点之间的桥接。因为熔化的金属是从熔化池表面之下泵出的,只有清洁、无氧化的金属引入装配。
焊接动力学
当产生一个焊接点时所发生的反应在原理上是基本的。焊锡合金加热到其液相线区域,以提高焊接点的熔湿(wetting)。氧化物从金属表面去掉,以保证焊接点与带有助焊剂的熔化焊锡之间的清洁接触。然后助焊剂预热从PCB去掉助焊剂溶剂(一般为水或酒精)。需要增加的热量来克服PCB与熔化焊锡池之间的温度差。加热PCB来补偿温差差,不对元件引起伤害。PCB有必要的暴露金属区域,从波峰上通过。焊锡以适当的接合与熔湿角度熔湿到金属。表面能量与接触角度决定熔化的焊锡对暴露金属的附着。如果固体的表面能量相当高于液态和固体/液态界面表面能量的总和,那么液态熔湿并流走。毛细管作用使焊锡达到PCB的圆形电镀孔的顶面。
在一些系统中,氮气惰性化的焊接环境用来提高熔湿/毛细管作用。这些孔通常连接装配中等电路层,表明:
1、液体在毛细管空间的上升高度随着表面分开减少而增加。
2、进入焊点的流动速度随着表面分开的减少而减少。
冶金学的因素对焊锡连接有重要的和经常是主要的影响3。熔化的焊锡在焊锡铅与加入形成连接的熔化焊锡之间形成金属间化合层。在冷却之后,保持焊接点。
金属间化合的形成与增长
直到连接冷却到可以处理,金属间化合层还在增长。增长速度是与在特定温度的时间的平方根和温度的指数成线性。这说明增长是通过交互原子向界面扩散来控制的。这个金属间化合层通常是 1 µm的Cu6Sn5。Cu来自于PCB的连接面,而Sn来自于焊锡合金。
金属间化合物具有从金属与共价键的混合物升起的特性。这些键由于有高分子而强度高。因此,自扩散系数和更大的扩散控制特性的稳定性是强键结合和有序结构的结果4。这个接合对连接是好的,直到其增长完全支配焊接点的特性;这时,这样的焊点对装配就是有害的。
焊接材料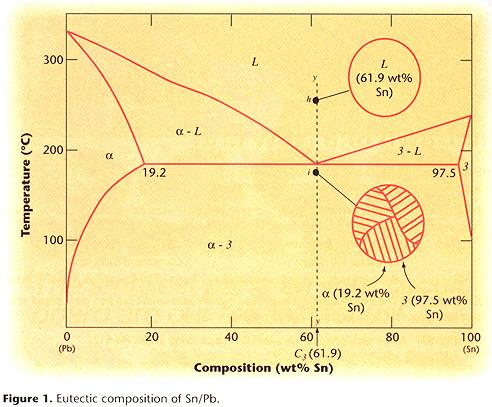 今天,波峰焊接工艺首选的合金是共晶(eutectic)合金: Sn63/Pb37,因为其价格与可获得的量。Sn提供连接的特性,而Pb是作为填充材料使用的。产量的增强要求使用快速固化的和可以在几秒钟内形成数百焊接点的材料。给共晶焊锡的普通名称是令人误解的。指定的组成成分不是真正的共晶成分。共晶成分按重量百分比是61.9%Sn,如图一所示。这个差异来自于早期对共晶成分的错误计算。更高Sn含量的合成物不能调节成本增加与电子装配性能改善之间的关系。只有当装配使用在腐蚀性环境时,成本才调节过来。在冶金学上,焊锡可看作是构成二元合金的纯金属的简单混合。其合金图是二元合金系统的典型图,适用于基本的冶金学原理。正如所料,当偏离共晶时,各种合金的特性是不同的。随着合金中Sn含量减少,液化温度增加、密度增加、硬度减少、温度膨胀系数(CTE)增加、温度与电气传导性减少。
今天,波峰焊接工艺首选的合金是共晶(eutectic)合金: Sn63/Pb37,因为其价格与可获得的量。Sn提供连接的特性,而Pb是作为填充材料使用的。产量的增强要求使用快速固化的和可以在几秒钟内形成数百焊接点的材料。给共晶焊锡的普通名称是令人误解的。指定的组成成分不是真正的共晶成分。共晶成分按重量百分比是61.9%Sn,如图一所示。这个差异来自于早期对共晶成分的错误计算。更高Sn含量的合成物不能调节成本增加与电子装配性能改善之间的关系。只有当装配使用在腐蚀性环境时,成本才调节过来。在冶金学上,焊锡可看作是构成二元合金的纯金属的简单混合。其合金图是二元合金系统的典型图,适用于基本的冶金学原理。正如所料,当偏离共晶时,各种合金的特性是不同的。随着合金中Sn含量减少,液化温度增加、密度增加、硬度减少、温度膨胀系数(CTE)增加、温度与电气传导性减少。
非共晶成分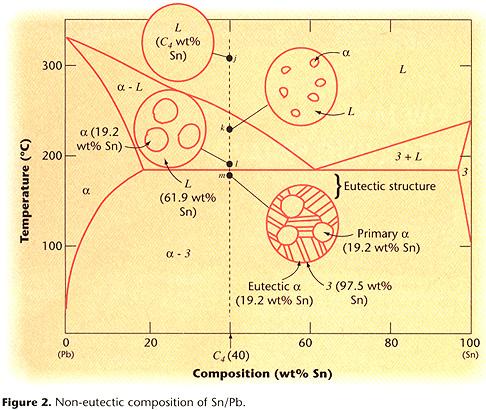 当考虑非共晶合金时,假设由α+共晶组成,从图二的扛杆定律支配比值。有实例证明,没有树枝状晶体出现的固化是可能的,整体的微结构符合共晶。合成物是一个平均的成分。怎样在非共晶合成物中获得共晶结构?固化的冷却速率快于转化动能。当超过固体可溶性极限的成分在室温下冷却时,α相的平均成分结核。转换固相的转化动能被固体转变远远超过。当室内空气冷却固溶体时,剩下的液体可能经历共晶反应,在室温下在非共晶成分中给出共晶微结构。当共晶成分的纯二元液体冷冻时,形成的固体平均成分与液体是一致的。据报道,在α片之前没有溶质集结和结构的集结,在β片之前溶质的耗损。这些溶质轮廓可产生结构过冷,尽管这个现象不是平面不稳性的充分条件5。在微结构中,有时使用名词微组元(microconstituent)是方便的,即,具有可确认和有特征结构的微结构元素。在图二中,主要微组元的颗粒结核,形成的共晶微组元的百分率大于焊锡合金当量条件。
当考虑非共晶合金时,假设由α+共晶组成,从图二的扛杆定律支配比值。有实例证明,没有树枝状晶体出现的固化是可能的,整体的微结构符合共晶。合成物是一个平均的成分。怎样在非共晶合成物中获得共晶结构?固化的冷却速率快于转化动能。当超过固体可溶性极限的成分在室温下冷却时,α相的平均成分结核。转换固相的转化动能被固体转变远远超过。当室内空气冷却固溶体时,剩下的液体可能经历共晶反应,在室温下在非共晶成分中给出共晶微结构。当共晶成分的纯二元液体冷冻时,形成的固体平均成分与液体是一致的。据报道,在α片之前没有溶质集结和结构的集结,在β片之前溶质的耗损。这些溶质轮廓可产生结构过冷,尽管这个现象不是平面不稳性的充分条件5。在微结构中,有时使用名词微组元(microconstituent)是方便的,即,具有可确认和有特征结构的微结构元素。在图二中,主要微组元的颗粒结核,形成的共晶微组元的百分率大于焊锡合金当量条件。
随着波峰焊接机器中的焊锡锅长时机运行,暴露给所有金属的焊锡可能具有与原来的不同的作用。氧化和金属间化合的形成随着时间改变着焊锡锅中的成分,也改变了特性。温度设定点必须改变和监测,以控制可能由于锡锅合金成分的冶金变化而出现的缺陷。
无铅波峰焊接
世界上,大约每年使用60,000吨的焊锡。虽然电子装配不是主要使用者,但还是有世界范围的日益增加的对减少铅使用的关注,由于其毒性和再生利用的处理不当6。转换到无铅不是被工业所广泛接受。在电子装配中消除铅的主要理由是机器操作员的环境暴露。锡渣副产品的处理可能对环境有严重影响,如果处理、运输、再生不当的话。如果不遵循适当的卫生要求,对铅的烟雾的呼吸和手工焊接时的直接接触也有重要影响。
对要接受的无铅替代品,必须提供下列:
- 有足够数量的来源
- 与现有的工艺可兼容
- 足够的熔化温度
- 良好的焊点强度
- 热和电的传导性类似Sn/Pb
- 容易修理
- 非毒性
- 低成本
许多公司正在开发合适的替代合金,作为“插入式”的替代品,以遵守欧洲和日本的法令。这些法令建议到2002年在装配中减少铅,到2004年消除铅。
在北美的国家电子制造协会(NEMI, National Electronics Manufacturing Initiative)的目标是到2001年用生产无铅替代品的能力装备北美。该组织正打算与其它机构联合为其可制造性开发标准,其它机构的方向集中在选择替代品,编写世界范围的数据库和收集材料特性数据。
工艺上关注的问题
国际锡研究协会(ITRI, International Tin Research Institute)开办了SOLDERTEC,一个无铅焊接技术中心,来传播前缘信息和收缩可利用的选择。表一列出合金和几种选择,分别以一到十来表示好坏。
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
- 在制造产品中使用的材料
- 当在运行中使用产品时的材料消耗
- 在制造产品与过程中使用的能量
- 在产品寿命终结时的可再生性和重复利用性
- 在包括材料提取、制造和报废/再生的整个生命周期中的辐射
- 在制造废料流中的可再生性
 所相有合金在得到接受之前都必须考虑下面的因素。
所相有合金在得到接受之前都必须考虑下面的因素。
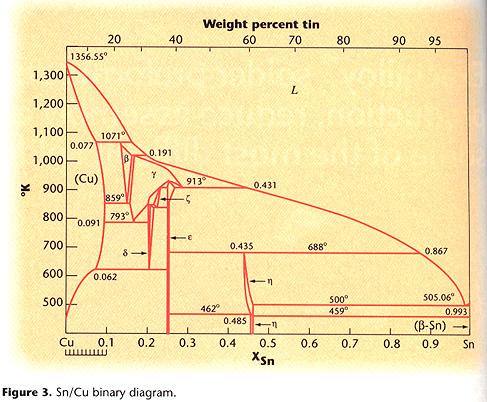
Sn/0.7Cu合金选作波峰焊接工艺应用的材料,主要是由于其低金属成本和来源。该建议的替代金属的金相图如图三所示。在极度富锡的区域,0.7%重量的的铜有一个共晶点,这使得这种合金与用于当今装配中的现有材料兼容。固化类似于在Sn/Pb共晶合金系统中见到的。铜和锡两种金属都是来源丰富的,该二元系统减少当使用三元合金成分时出现的低熔化相。
规格
冶金学者很想知道当各种金属开始在熔化的焊锡锅中累积的时候发生什么,集合体特性将受到怎样的影响。很高量的污染可看作第三元素。有集团已经开始建议污染的限制,在这个限定之内,还可以提供可接受的焊接结果,而不必完全理解在微结构上发生什么事情。
发现引起大多数负作用的不纯净金属是那些金属,它们或者与Sn在合金中形成金属间化合物的或者以特性改变的方式来改变合金成分。不纯净可以和加入低三元素产生同样的影响,人们发现这样会降低焊锡的熔湿(wetting)特性。
结论
在对所建议的焊锡替代合金的冶金学研究方面有许多工作要做。对焊接应用的工业标准共晶焊锡的研究已经开展多时,大部分可以接受。可是,这似乎对那些不可避免要出现的新时期焊接合金不一定是正确的。回到冶金学基础上面来是将来预测系统的方法,因为寻找更环境友好材料的动力是政府法规所追求和所要求的。冶金学者、工业与政府机构必须携手合作,找出更稳健的解决方案。
- References
- ASM International, Electronic Materials Handbooks, Vol. 1, Packaging, 1989, p.633.
- H.H. Manko, Soldering Handbook for Printed Circuits and Surface Mounting, 2nd Ed., Van Nostrand Reinhold, 1995, p.126.
- J.F. Lancaster, The Metallurgy of Welding, Brazing and Soldering, Institution of Metallurgists, 1970, p. 122.
- R. Bishop and R. Smallman, Modern Physical Metallurgy & Materials Engineering, 6th Ed., Butterworth Heinmann, 1999, p. 312.
- J. Verhoeven, Fundamentals of Physical Metallurgy, Wiley, 1975, p.277.
- P. Biocca, "Global Update on Lead-free Solders," SMT, June 1999.
- S. Crum, "Targeting Lead-free Solutions," Electronic Packaging & Production, June 1999.
- Muncie et al., "Environmental Issue in Electronics Assembly," Journal of SMT, January 2000.
Jason M. Smith, may be contacted at Lexmark Electroncis, 740 New Circle Road Northwest, Dept. H15L, Lexington, KY 40550; (859) 323-7667; Fax: (859) 323 5696; E-mail: jasmith@lexmark.com.