在过去十年里,电子装配制造商已经迅速地采用了免洗助焊剂技术。今天,在北美,超过60%的所有电子装配都是使用免洗助焊剂工艺生产的。随着低固体、免洗助焊剂技术的采用,出现了几个明显的挑战。要克服的最新的困难是两种麻烦的缺陷的发生:锡球和锡桥。这两种缺陷的频率经常伴随片状元件波峰焊接(wave solder)的使用而大大增加。这个问题已经刺激了在助焊剂技术中的最新发展。
片状元件波峰焊接的难题是什么?
使用传统的 λ 或“A”型焊接波峰来焊接底面的表面贴装元件(SMD),经常产生不满意的焊接结果。这两种波峰类型设计更适合焊接传统的通孔(through-hole)元件。因此,在许多情况下,这两种波型不具有适当的接触作用或动力,来打破在底面SMD的元件引脚与焊盘界面之间焊锡的表面张力。如果焊锡的表面张力不打破,那么焊锡不能适当地熔湿(wet)界面,并形成焊接点。这个现象有时叫做“阴影(shadowing)”,是那些通常叫做“漏焊(skip)”的缺陷的主要原因。
为了解决这个问题,大多数波峰焊接设备制造商已经开发,并且现在提供装备有“紊流(turbulent)”或者“适于片状元件的(chip)”波峰的机器。在这种波峰焊接机器类型中,片状波峰(chip wave)后面跟着传统的焊接波峰,构成双波峰焊接工艺。片状波峰是专门设计的发出消除底面SMD经历的阴影效果所要求的适当作用或动力。这种作用允许焊锡的表面张力更容易地打破,保证焊锡适当的熔湿焊盘与元件的界面,形成焊接点。因此,片状波峰的使用是减少漏焊缺陷发生所需要的。
可是,当片状波峰要求用于底面SMD的适当焊接和与传统低固(low-solids)、免洗(no-clean)助焊剂一起使用时,其它的焊接问题是常见的。一种传统的低固、免洗助焊剂通常含有大约2%的活性剂(activator),或固体,但可以高达4%的固体。在双波峰工艺中经常与这些助焊剂的使用有关的缺陷是锡球(solder ball)和锡桥(solder bridge)。因此,将这类助焊剂用于含有底面SMD装配的电子装配制造商面对片状波峰的难题:
- 如果不使用片状波峰,在底面SMD焊盘上出现漏焊。
- 如果使用片状波峰,会出现过多的焊锡球和锡桥。 哪一种方法都会造成缺陷。
注意,在这种情况下遇到的锡球通常叫做非随机锡球。非随机锡球在一块板的底面上相同的位置上找到,一块板接着一块板都有,通常在突出引脚的托尾边。它们的发生和焊锡与阻焊层之间的表面张力有关。基本上,如果这个表面张力足够大的话,锡球与PCB之间的粘力将大于重力向下的力。结果形成锡球。
传统助焊剂与片状波峰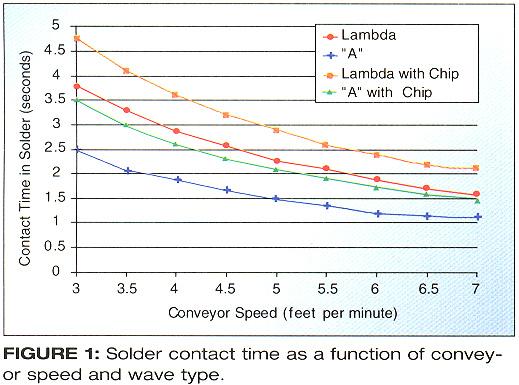 传统的低固、免洗助焊剂经常在单波峰焊接工艺中表现满意。当使用双波峰工艺时,表现差是常见的,因为片状波峰大大地增加了PCB与熔化的焊锡之间的接触时间。事实上,当使用片状波峰(chip wave)时,PCB花在与460~500°F熔化的焊锡接触的时间增加了,比单波峰工艺增加25~40%。图一说明PCB与焊锡波峰接触时间是对不同波峰类型的传送带速度的函数。
传统的低固、免洗助焊剂经常在单波峰焊接工艺中表现满意。当使用双波峰工艺时,表现差是常见的,因为片状波峰大大地增加了PCB与熔化的焊锡之间的接触时间。事实上,当使用片状波峰(chip wave)时,PCB花在与460~500°F熔化的焊锡接触的时间增加了,比单波峰工艺增加25~40%。图一说明PCB与焊锡波峰接触时间是对不同波峰类型的传送带速度的函数。
例如,对于 5 ft/min.的传送带速度,“A”波比“A”波加片状波峰的接触时间是1.5秒比2.1秒。这个数据表示板与熔化的焊锡接触的时间增加40%。
传统的低固、免洗助焊剂不是设计忍耐这么长的温度暴露。它们不能经受得住在使用片状波峰时所遇到的延长的驻留时间,倾向于在板到达第二波峰出处的剥离区域之前就蒸发了。这里,助焊剂发挥其在焊接工艺中最好的和关键的作用。剩下的助焊剂必须减少焊锡与阻焊层折旧的表面张力,以减少锡球频率。另外,剩余的助焊剂必须帮助焊锡从元件引脚排放掉,以减少锡桥的频率。如果当板从波峰出来时助焊剂完全没有了,这些缺陷可能会戏剧性地增加。
解决片状波峰的难题
有几种选择来解决片状波峰的难题。电路板设计的改变,如虚设焊盘(dummy pad)的使用,可帮助减少一排引脚端的锡桥。在多个研究中,与平滑的阻焊层相比较,不光滑表面的阻焊层的使用显示50~90%的锡球数量的大大减少。增加了助焊剂沉积、加快传送带速度、或降低锡缸的温度也可帮助减少锡球或锡桥10~40%,这是基于工业的经验。可是,这些方法不总是可以办到的,有时可能产生其它焊接问题。
在低固、免洗助焊剂技术中的最新进步提供了一个解决这类问题的方法。不象传统的不能忍耐焊接中驻留时间延长的低固免洗助焊剂,已经开发出更新的助焊剂技术,提供温度更稳定的活性剂系统。温度更稳定允许助焊剂忍受在双波峰工艺中所遇到的温度暴露时间的增加。这个能力保证助焊剂将在波峰出来时还有,以减少焊锡的表面张力,大大地减少非随机锡球与锡桥的发生。
温度重力分析(TGA, thermo-gravimetric analysis)在检查温度稳定性时是有帮助的。图二比较一种传统的低固免洗助焊剂与一种较新的更温度稳定的基于溶剂的低固免洗助焊剂的TGA图。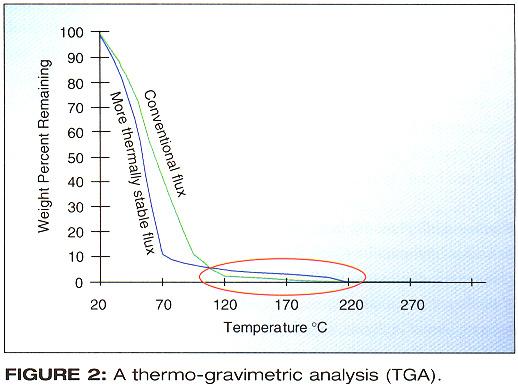 温度重力分析(TGA)是对一种材料在温度与时间上怎样挥发的定量测量。TGA测试从样品的已知数量开始,用图绘出随着`温度与时间的增加样品质量的损失。其结果对一种助焊剂在波峰焊接工艺中所经历的温度暴露是相似的,可帮助预测一种助焊剂在这两个缺陷区域的表现。
温度重力分析(TGA)是对一种材料在温度与时间上怎样挥发的定量测量。TGA测试从样品的已知数量开始,用图绘出随着`温度与时间的增加样品质量的损失。其结果对一种助焊剂在波峰焊接工艺中所经历的温度暴露是相似的,可帮助预测一种助焊剂在这两个缺陷区域的表现。
在图二中比较的两种助焊剂的情况中,每一个都是以急下坡开始,这表示每个助焊剂样品的大多数已经挥发。这个急下坡对波峰焊接工艺中预热区期间助焊剂载体的挥发是类似的。画圈的区域是比较的更关键区域。该图的每一部分都类似于在与焊锡波峰接触期间助焊剂对焊接热量的暴露。在这个温度范围助焊剂温度稳定性的差别帮助预测助焊剂性能的差别。正如所显示的,含有一个更温度稳定活性剂系统的助焊剂比传统的助焊剂挥发较慢。因为挥发较慢,在焊锡波峰的剥离区域或出口还有助焊剂,来减少焊锡的表面张力,结果减少非随机锡球和锡桥。
结论
片状元件焊接波峰(chip wave)要求用来提供在底面SMD的元件引脚与焊盘界面处的适当熔湿(wetting)。非随机锡球与锡桥的发生经常随着片状波峰的使用而大大增加。较新的助焊剂技术,结合了更温度稳定的活性剂系统,可用来大量减少这些缺陷。
Brian Lynch is manager, wave solder and cleaning product group, Alpha Metals, Inc., Jersey City, NJ; (201) 434-6778.